
咨询热线
0574-62152076

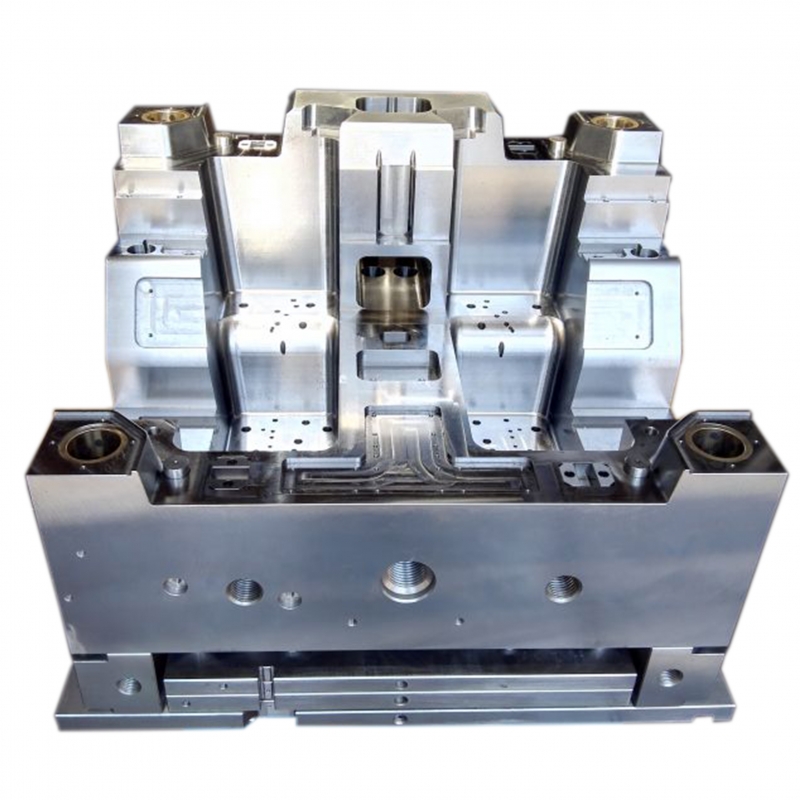
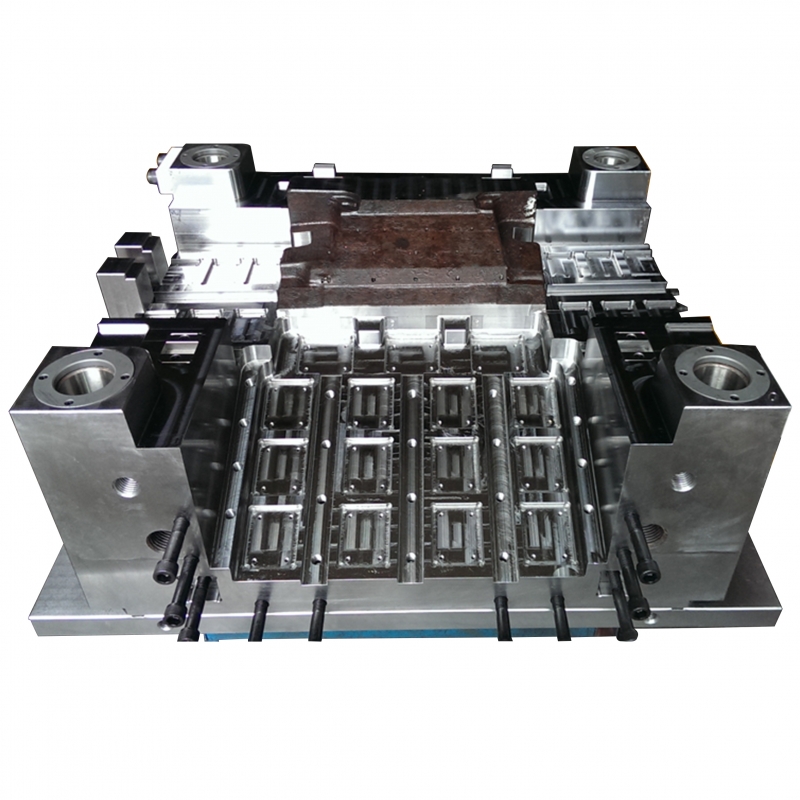
非标准模架跟规范模架的差别 压铸模胚跟非标准模架的区别标准模架生产线设备主要是加工中心,数控磨床,刨床。加工中心,磨床加工6个面光亮至规定规格型号。刨床将模架上的精密度要求不太高的孔:如螺丝孔、起重吊钩孔开洞,攻牙。一副标准模架最基本的要求就是务必完满出模。出模完满是不是,与4个导柱孔的精密度,马上相关。因而一般情况都务必用CNC立式数控车床加工管理中心进行快速开洞接着铣削,以保证精密度。非标模架就是在上述的规规范模架的大部分,再进行深度加工。这里常说的深度加工是指在除了4个导柱孔以外,其他一套模貝所务必的模仁(模框),精精确定位,锁模块,水路(升温/致冷液體安全出口),顶针孔等。从而使惠州订制压铸模胚开发能够马上装上其生产制造好的模仁(模仁),就可以进行试样和注塑产品生产加工。

成型方法-可从二种基本原料类型中选择。A)热处理工艺合金钢,它能担负模铸、煅造和挤压成型成型时的相对高的温度。B)冷拔合金钢,订制压铸模胚用以切料和裁剪、冷成型、热锻、冷锻和粉状冲装成型。塑料-一些塑料会导致浸蚀副产品,例如PVC塑料。长期性的停工导致的冷疑、浸蚀乙炔气体、酸、致冷/升温、水或储存规范等因素也会导致腐蚀。在这类情况下,极力推荐运用不锈钢板的订制压铸模胚开发。磨具规格型号-规格很大磨具常常运用预硬钢。整体淬硬钢常常用以小规格型号磨具。
惠州订制压铸模胚开发铣削整个过程至少应分为三个工艺流程类型:粗加工、半精加工和精加工,有时甚至也是有超精加工(绝大部分是髙速钻削应用)。含量钻削当然是在半精加工工艺流程后为精加工而准备充分的。在每一个工艺流程上面应继续努力为下一个工艺流程留出遍布匀称的容积,这一点十分重要。倘若数控刀片绝对路径的方向和工作上负载很少有快速的变化,订制压铸模胚的使用期限就将会提升,并更加可预测分析剖析。倘若将会,就应在专业设备上进行精加工工艺流程。这会在更短的调整和安裝時间内提高模具的图形精度和质量。
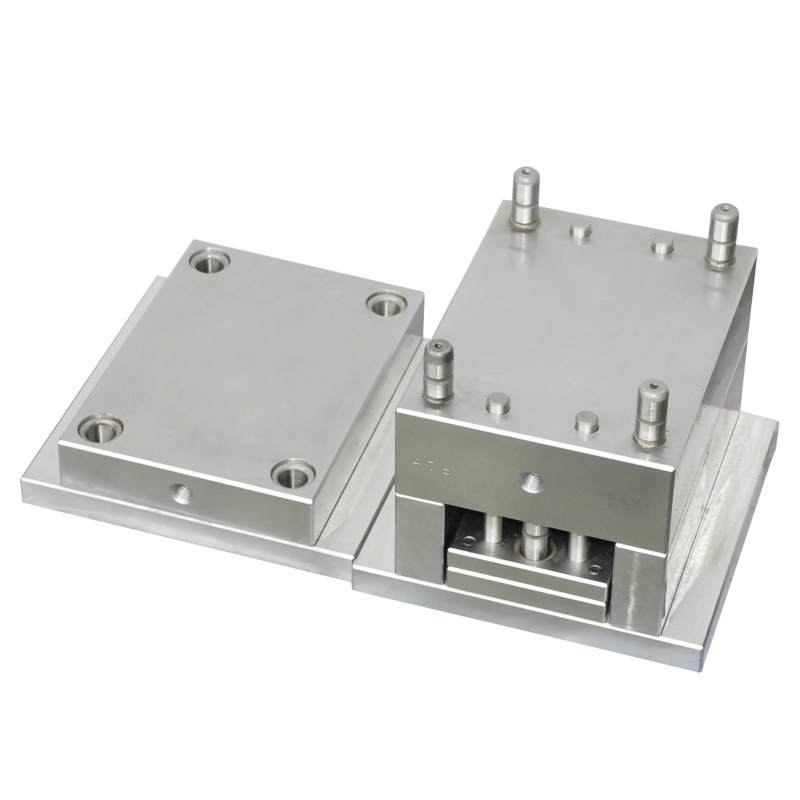
模架本身压根沒有上,下摸之分,这就例如:二份砖放到一起,我们不能目的性的说上砖,下砖,假如存有下模下模的定义,学过物理的人都了解,它是必须一个参照或是参考点来讲的。最普遍的惠州订制压铸模胚便是两开模,说白了的两开模,便是有两个关键的凹模,你能上下开模,还可以左右开模,因而,仅有在左右开模的工作情况下,才有下模,下模的实际意义存有。一般来说,左右开模是在高速冲床,浇注机,四柱液压机上更为普遍,而且在这类状况下,下模也称为动模,下模称为静模,这是由于,开模的情况下是机械设备组织推动动模升高,进行开模姿势,因此 ,压铸模胚就出現了下模和下模。



