
咨询热线
0574-62152076

硅胶模具的原材料是模具硅胶,一般构造是有:基胶、偶联剂、金属催化剂、填料和防腐剂五个组分组成,而实际上基胶、偶联剂和填料为一个组分,金属催化剂被独立做为一个组分,这也就是为何模具硅胶是双组份室内温度硅橡胶的来历。南京订制冷冲模胚的构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地提升冷冲模胚的特性,也要在高聚物中加上各种各样辅材,如填料、增粘剂、润滑液、增稠剂、添加剂等。
硅胶原料按化学性质能够分为固态硅胶和液体硅胶。固态硅胶关键用以模压成型的商品。例如:硅胶套,硅胶厨具,硅胶模具,硅胶功能键等,液体硅胶关键用以挤压成形的商品,例如硅胶奶瓶奶嘴,硅胶管等。塑胶零件广泛运用现如今日常生活的每一个南京订制冷冲模胚开发,比如电器产品、仪表设备、电缆电线、工程建筑器械、通信电子器件、汽车产业、航空航天、日用五金等。塑胶的运用这般之广,应用这般之便捷,以致于产生了不良反应,在一些行业大家迫不得已进行“限塑令”。如今环境污染问题是大家所关心的一个聚焦点难题,硅胶也是一种新式的环境保护原料,伴随着社会发展的发展趋向,硅胶的将来发展前途还非常大,必定会越变越好,硅胶大量的主要用途也终将渐渐地的被挖掘。比较之下,冷冲模胚对环境保护的伤害就变大,若不可以寻找有效的解决方案,必将会被硅胶所取代。

A.试件前,先查验订制冷冲模胚是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制冷冲模胚所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.

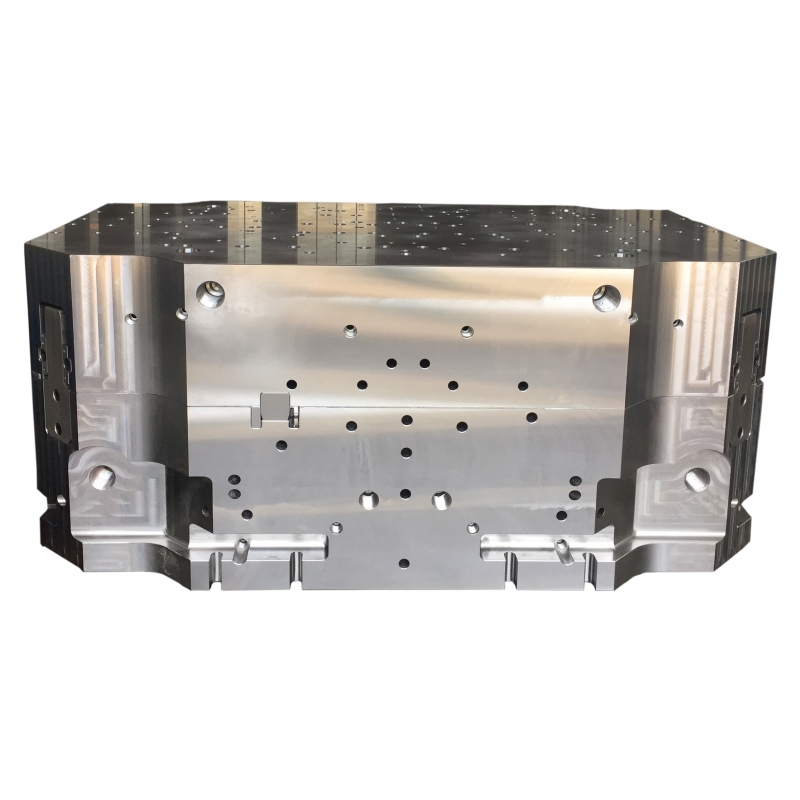
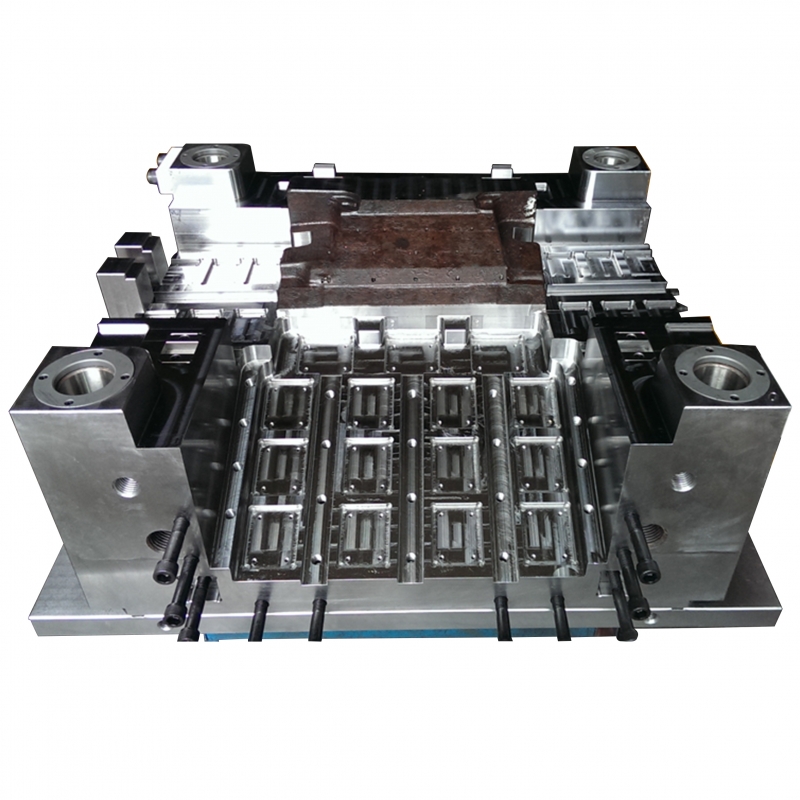
南京订制冷冲模胚是压铸模具之半产品产量,由各种各样不一样的厚钢板相互配合零件构成,能够说成全套压铸模具的框架。因为压铸模架及压铸模具所涉及到的生产加工有非常大差别,压铸模具制造商会挑选向压铸模架制造商购买模胚,利用彼此的生产优点,以提升总体生产品质及高效率。历经很多年的发展趋势,压铸模架生产领域已非常完善。压铸模具制造商除可按某些压铸模具要求,选购订制压铸模架外,也可挑选规范化压铸模架商品。规范压铸模架样式多样化,并且配送時间较短,乃至即买即用,为南京订制冷冲模胚开发出示更高的延展性。因而规范压铸模架的常识性正持续提升。

(1)当一新模芯逐渐生产加工时,先要查验订制冷冲模胚工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出冷冲模胚艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。



