
咨询热线
0574-62152076

成型方法-可从二种基本原料类型中选择。A)热处理工艺合金钢,它能担负模铸、煅造和挤压成型成型时的相对高的温度。B)冷拔合金钢,订制非标模架用以切料和裁剪、冷成型、热锻、冷锻和粉状冲装成型。塑料-一些塑料会导致浸蚀副产品,例如PVC塑料。长期性的停工导致的冷疑、浸蚀乙炔气体、酸、致冷/升温、水或储存规范等因素也会导致腐蚀。在这类情况下,极力推荐运用不锈钢板的订制非标模架开发。磨具规格型号-规格很大磨具常常运用预硬钢。整体淬硬钢常常用以小规格型号磨具。

1、分析面,即非标模架合闭时型腔与模座互相配合的触碰表面。它的部位和方式的选中,受产品样子及外型、壁厚、成形方式、后制作工艺、模具种类与结构、出模方式及成形机结构等要素的危害。2、结构件,即繁杂模具的导轨滑块、斜导柱、直顶块等。结构件的设计方案十分重要,关联到订制非标模架的使用寿命、生产加工周期时间、成本费、产品品质等,因而设计方案繁杂模具关键结构对设计师的综合能力规定较高,尽量追求完美更简单、更经久耐用、更经济发展的方案设计。

生产加工全过程中,尤其是工业化生产机械零件全过程中,各种各样多功能性零部件都需要靠廊坊订制非标模架成形。而如今愈来愈多的制造业企业利用塑料模架来开展零部件的生产制造,也为公司降低了产品成本。近些年,在我国塑料模架发展趋势快速。现阶段,订制非标模架在全部模架领域中常占比例约为30%,在模架进出口贸易中的比例达到50~70%。伴随着中国设备、汽车、家用电器、电子信息技术和建材材料等社会经济主导产业的迅速发展趋势,这一占比还将不断提升。据预则,模架销售市场的整体趋热是稳定往上的,在未来的模架销售市场中,塑料模架的发展趋势速率将高过其他模架,在模架领域中的占比将明显提高。

1.凹模布局。依据塑料件的几何图形结构特点、规格精密度规定、大批量尺寸、模架生产制造难度系数、廊坊订制非标模架成本费等明确凹模总数以及排序方式。2.明确分型面。分型面的位置要有益于模架生产加工,排气、出模及成型实际操作,塑胶制品的工艺性能等。3.明确浇筑系统软件(主浇道、分浇道及进胶口的样子、位置、尺寸)和排气系统软件(排气的方式、排气槽位置、尺寸)。4.挑选压射方式(小链、顶管施工、推板、整体式压射),决策侧凹解决方式、抽芯方式。5.决策制冷、加温方式及加温制冷管沟的样子、位置、加温元器件的安裝位置。6.依据模架原材料、抗压强度测算或是工作经验数据信息,明确模架零件薄厚及尺寸,外观设计构造及全部联接、精准定位、导向性件位置。7.明确关键成型零件,零部件的结构形式。8.订制非标模架各一部分的抗压强度要用心剖析,测算成型零件工作中规格。
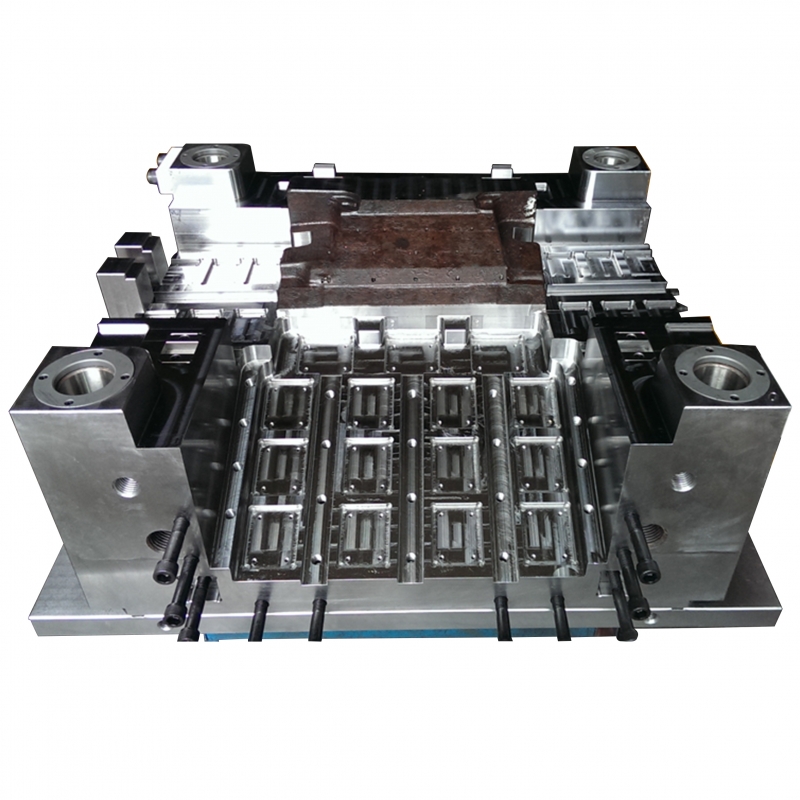
订制非标模架是生产制造塑料产品的专用工具。它由几个零件构成,这类组成中有成型腔。在注射成型全过程中,将模具夹持在注射成型机里,将熔化塑料注射到成型腔中,在腔中制冷并成型,随后分离出来上模具和下模具,商品从腔中排出来并根据排出来系统软件离去模具,随后再度关掉订制非标模架开展下一次注射成型。全部注塑加工全过程循环系统开展。依据成型方式的不一样,能够区划出不一样加工工艺规定相匹配的塑料生产加工模具种类,关键包含注塑加工模具、挤压成型模具、吸朔成型模具、高聚氨酯发泡聚乙烯成型模具等。

A.试件前,先查验订制非标模架是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制非标模架所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.



