
咨询热线
0574-62152076

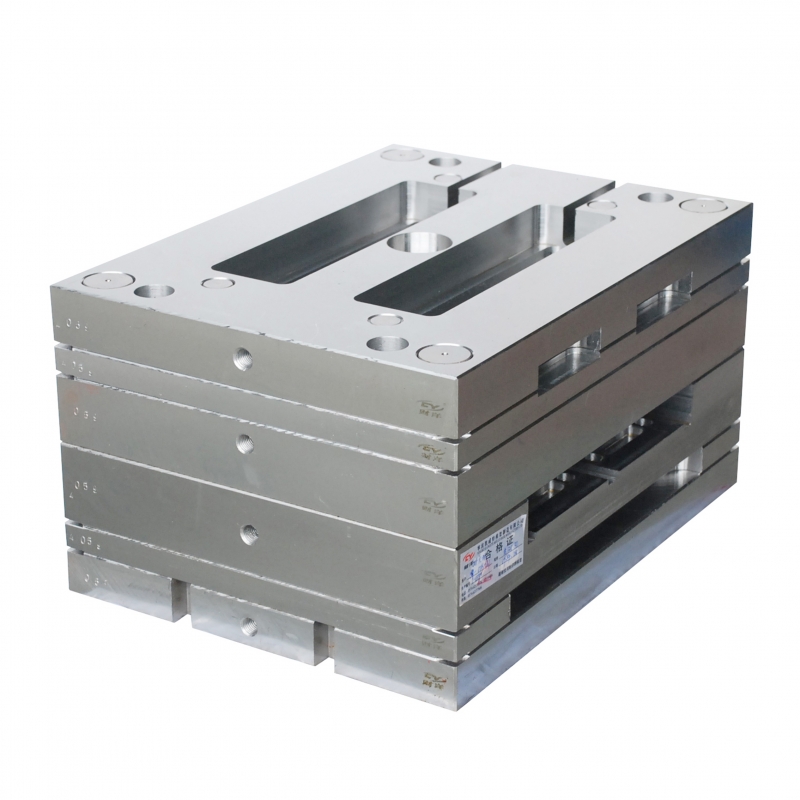
一、模座。属于标准件,依据市场的需求选择合适的不锈钢板,对其弯曲应变,变形指数值等物感特点有要求。1、模座造型设计分爲环状和矩形。2、带模柄的模座。可依据冲压机床的状况,生产加工一种或几种型号规格的实用性模柄,接着按零件状况做成凸、凹模。对一般自动冲孔机、落料、弯曲、复杂的拉深、校形等,均可采用该类方式。多见于大批小而种类多的五金冲压件消费。二、定位销和定位销。是淮北订制模架厂家正确对待模具日程安排的主导性电子器件。标准模架生产线设备次序是数控车床,数控磨床,刨床。数控车床,磨床加工6个面光亮至标准规格型号。刨床将模架上的细腻度要求不太高的孔:如螺丝孔、起重吊钩孔开洞,攻牙。一副订制模架最根本的要求就是规定完满脱模。

淮北订制模架厂家工作中发展比较晚,加上宣传策划、落实和营销推广工作成效小,因而模架标准化落後於生产,更落後於全世界很多工业生产比较发达的我国。海外模具资本主义国家,如日本、英国、法国等,模具标准化工作中已有近100年的历史时间,模具规范的制定、模架标件的生产与供货,已产生了健全的体系。中国模架标准化体系包含四大类规范,即:模具基本规范、模具加工工艺产品质量标准、模具零部件规范及与模具生产有关的标准规范。现阶段中国现有约2万家淮北订制模架厂家,模架生产拥有非常大发展趋势,但与工业生产生产规定对比,尚很不适合,在其中一个关键缘故便是模架标准化水平和水准不高。
(1)当一新模芯逐渐生产加工时,先要查验订制模架工件表面,用汽油清理整洁表面,使磨刀石面不容易沾到废弃物造成 丧失钻削的作用。(2)研粗纹时要按先难后容易的次序开展,尤其一些难研的盲区,较深底端要先研,(3)一部分工件很有可能有多份组拼在一起研光,要先各自研单独工件的粗纹或火纹路,后将全部工件拼齐研至光滑。(4)大平面图或侧平面图的工件,用食油石研去粗纹后再用竖直的钢片做透光性检验,查验是不是有高低不平或倒扣的欠佳状况出現,若有倒扣则会造成 制件出模架艰难或制件挫伤。(5)为避免留意模貝工件研出倒扣或有一些迎合面需维护的状况,能用木工锯片黏贴或用打磨砂纸贴在旁边,那样可获得理想化的维护实际效果。
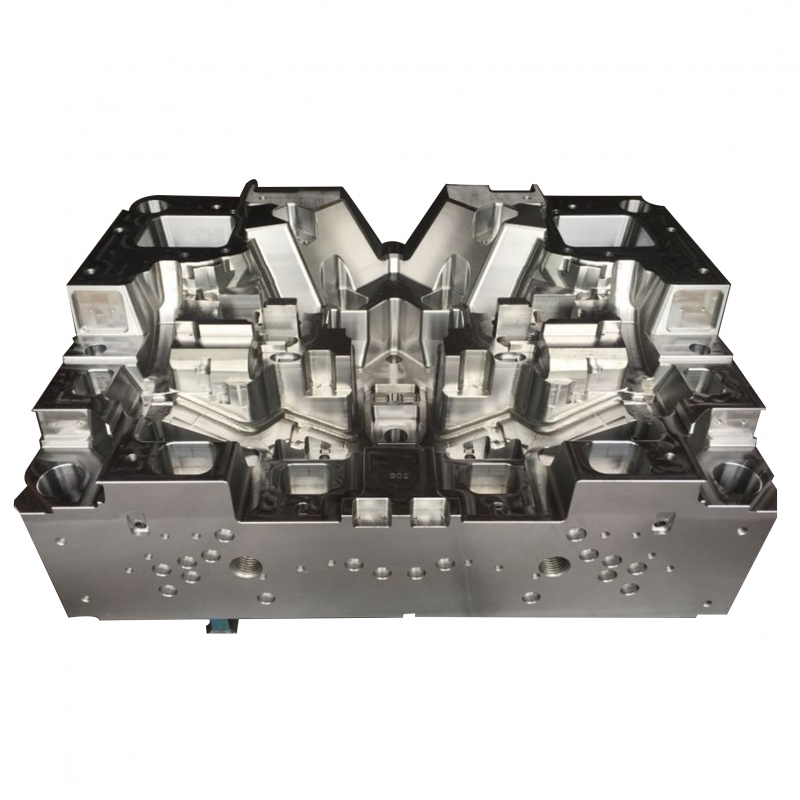
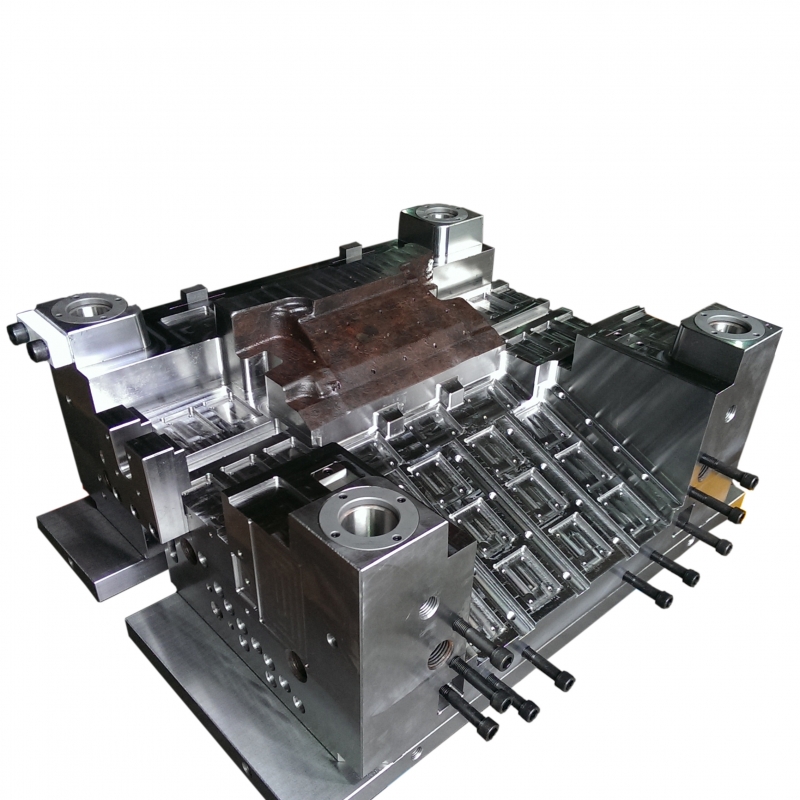
一种用以缩小成型、挤压成型、注入成型、注塑成型和低聚氨酯发泡成型的组合塑料模具,关键包含由凹模组合基钢板、凹模部件和凹模组合直发夹板构成的可变性凹模的凹模,及其由凸模组合基钢板、凸模部件、凸模组合直发夹板、切腔部件和裁边组合板构成的可变形芯的凸模。冲针、模貝和輔助成型系统软件的融洽转变。淮北订制模架厂家能够生产加工不一样样子和规格的系列产品塑料零件。在塑料造粒领域,它与塑料成型机相符合,为塑胶产品出示详细的配备和精确的规格专用工具。因为塑胶的类型和生产加工方式许多 ,塑料成型机和塑胶制品的构造也不一样,因此 淮北模架的种类和构造也是各种各样的。
A.试件前,先查验订制模架是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制模架所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.
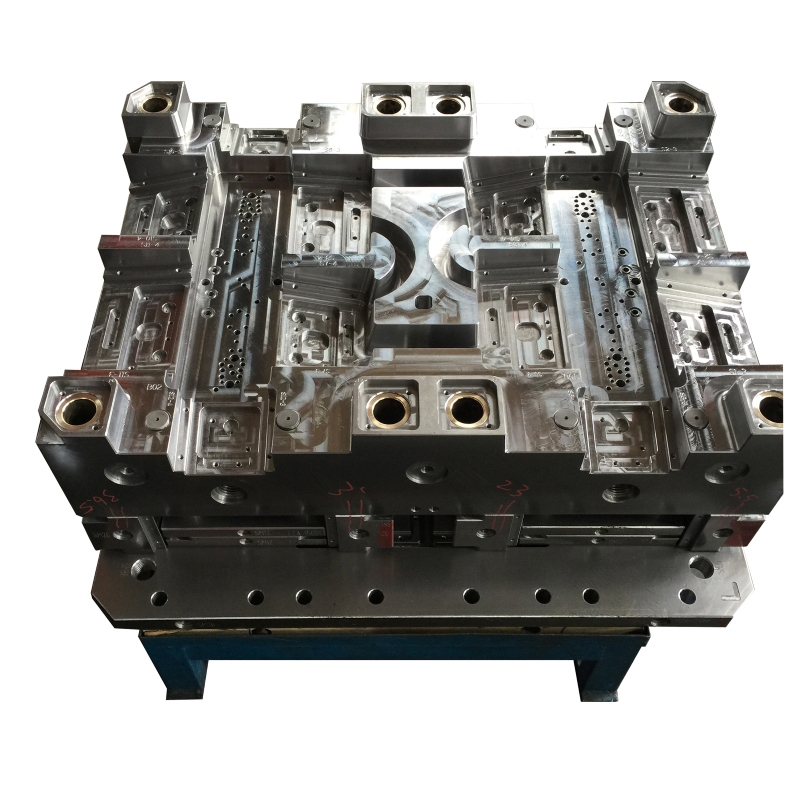
硅胶模具的原材料是模具硅胶,一般构造是有:基胶、偶联剂、金属催化剂、填料和防腐剂五个组分组成,而实际上基胶、偶联剂和填料为一个组分,金属催化剂被独立做为一个组分,这也就是为何模具硅胶是双组份室内温度硅橡胶的来历。淮北订制模架的构造关键包含由凹模组合基钢板、凹模部件和凹模组合木卡板构成的具备可变性凹模的凹模,由凸模组合基钢板、凸模部件、凸模组合木卡板、凹模断开部件和侧截组合板构成的具备可变形芯的凸模。为了更好地提升模架的特性,也要在高聚物中加上各种各样辅材,如填料、增粘剂、润滑液、增稠剂、添加剂等。



