
咨询热线
0574-62152076


A.试件前,先查验订制出口模架是不是拼装进行及原料是不是风干.B.换模前,生产制造中模具喷防锈油在要下模具内,换下来模具并回位及填好记录卡.C.下模时,解决指向模具定位点,再开展架模具工作中,模具务必卡紧并查验髙压锁模是不是合理,锁合模力依模具尺寸而决策,大模具所需高压力80~90PMa;小订制出口模架所需高压力40~65PMa;锁模髙压调节后开展电源开关模调节至一切正常速率,开展低压時间.间距,压力.速率调节工作中,在一切正常生产制造时低压工作中很重要,模具毁坏缘故是低压工作中做的不详细而致模具毁坏.D.消除料管工作中,应消除料管中其他色调原料及残渣,减少射出去压力.保压压力.射出去時间.保压時间.降血压至50PMa;再依商品状况上升.调节至所需压力,并做低压成形状况试品及中压力成形状况试品与高压力成形状况试品相较为,剖析流道方法.

模具是指作为大批量成形生产加工冲压模具等产品的精细成形专用工具。出口模架精度包含生产加工上得到的零件精度和生产制造时确保商品精度的质量意识,但一般 所说的模具精度,关键是指模具工作中零件的精度。①.模具生产加工中的精度概念是指模具零件加工及拼装后的具体几何图形主要参数与设计方案几何图形主要参数的合乎水平。②.模具生产制造中的精度概念是指舟山订制出口模架开发员工在生活实践中逐步完善的、具体指导员工生产制造个人行为的一各思维方式,一种质量意识,即在企业员工的个人行为中,自始至终落实掌握商品精度的质量意识。
一、舟山订制出口模架开发生产制造前的保养:模具生产制造前须对模具的表面的油渍,锈迹清除整洁查验锻造,塑料模具的冷却循环水孔是不是有异物,是不是有水路堵塞.二、生产制造中塑料模具的保养:1、清理模具分析面和排气管槽的异物胶丝,异物,油物等并查验模具的模具顶针是不是出现异常并按时上油.分模面、过流道面清理每日2次。正确引导梢、轴套、部位决策梢的踩油门每日一次。2、定期维护模具的水路是不是通畅,并对全部的拧紧镙丝开展拧紧.3、查验模具的行程开关是不是出现异常,斜销.斜导柱是不是出现异常.三、关机时舟山订制出口模架的保养:关机以前须先关掉制冷水路,吹净模具内的水路的余水,查验模具的表面是不是有残余的胶丝,异物等将其清除整洁后匀称喷上防锈油,精确填好有关纪录.台州黄岩西诺模具着眼于变成您的模具大管家,为您打造出高质量的塑料模具。

在我们收到一副订制出口模架需定样试模时,大家一直期盼能早一些试出一个結果且祈祷全过程成功以防消耗施工时间并导致困惑.但在这里大家务必提示二点:A.模具在设备一开启就对模具开展查验,确认模具全部的组织是不是成功,假如难题马上终止动作以防多余的比较严重后,没有问题往复式动作多开展几回,开展下一个动作.B.开展射出去动作前,对模具锁力确认,第一模制成品只有射到八成饱模.没有问题时以一切正常条件试,确认试品合乎顾客规范,再开展下一个动作高压低压检测,髙压在一切正常的条件下高20PMa底压在一切正常条件下低10PMa.来开展舟山订制出口模架的剖析,请记全部的动作一定低压低带逐渐开展.

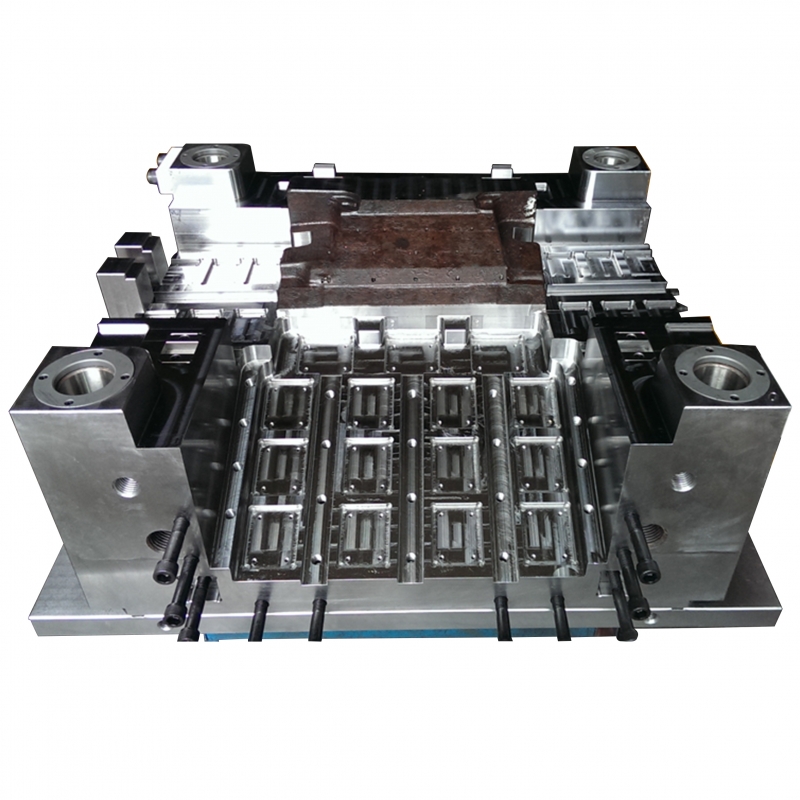
一种用以缩小成型、挤压成型、注入成型、注塑成型和低聚氨酯发泡成型的组合塑料模具,关键包含由凹模组合基钢板、凹模部件和凹模组合直发夹板构成的可变性凹模的凹模,及其由凸模组合基钢板、凸模部件、凸模组合直发夹板、切腔部件和裁边组合板构成的可变形芯的凸模。冲针、模貝和輔助成型系统软件的融洽转变。舟山订制出口模架开发能够生产加工不一样样子和规格的系列产品塑料零件。在塑料造粒领域,它与塑料成型机相符合,为塑胶产品出示详细的配备和精确的规格专用工具。因为塑胶的类型和生产加工方式许多 ,塑料成型机和塑胶制品的构造也不一样,因此 舟山出口模架的种类和构造也是各种各样的。



